Products
Cold Press Machine
Product category

Cold Press Machine
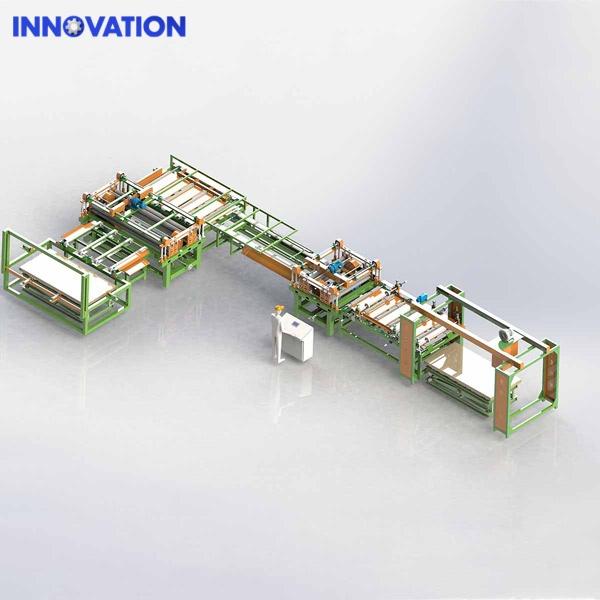
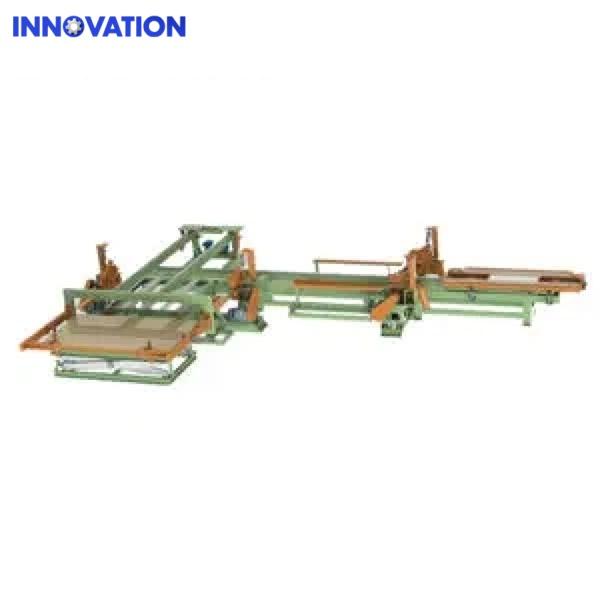
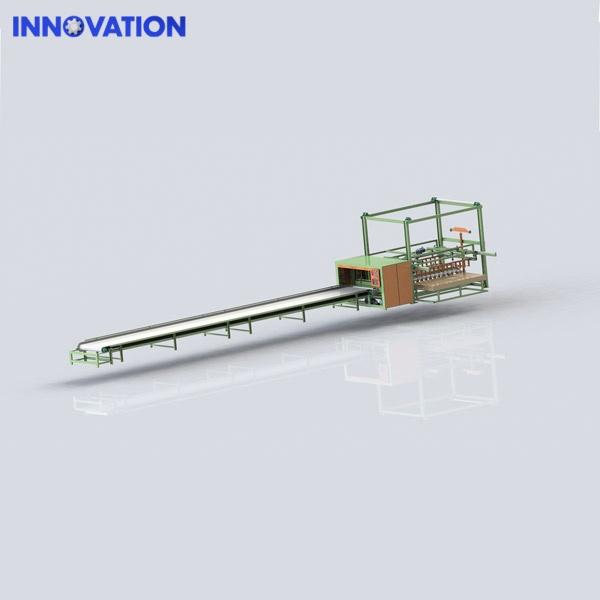
The plywood cold press machine is an essential machine used in the preliminary pressing stage of plywood manufacturing. It functions by applying uniform pressure to veneer layers with glue, holding them together before hot pressing. This ensures initial bonding, removes air bubbles, and prevents misalignment of layers.
The cold press machine helps to stabilize the glued veneers, improving final product quality and reducing defects during hot pressing. It also enhances production efficiency by allowing continuous operation and better handling of large volumes. Ideal for pre-pressing in multi-layer plywood production, the cold press machine plays a vital role in ensuring panel uniformity and strength.

Specification:
| 400T Bottom-Type Cold Pre-Press Machine | |
| Total Pressure | 400T |
| Equipment Frame Structure | Welded Frame: Upper Beam: 900 mm Lower Beam: 900 mm Middle Beam: 400 mm |
| Frame Steel Plate Thickness | 30 mm; Upright Leg Width: 380 mm × 4 pieces All surfaces are precision-machined by planer |
| Daylight Opening | 1800mm |
| Top Platen Loading Method | Forklift Slots |
| Main Hydraulic Cylinder | ① Model: 320 × 900 mm ② Cylinder Origin: Wuxi ③ Cylinder Material: Cast steel cylinder body, alloy plunger, solid quenched structure, wear-resistant and scratch-free ④ Quantity: 2 units ⑤ Rated Working Pressure: 26 MPa |
| Hydraulic System | Pollution-free standard hydraulic station Taiwan Jiugang hydraulic valves 10MC plunger pump |
| Motor | Fast Pump Motor Model: 7.5KW-4 Quantity of Oil Pump Motor (Fast Pump): 1 unit High-Pressure Pump Motor Model: 5.5KW-4 Quantity of Oil Pump Motor (High-Pressure Pump): 1 unit Motor Origin: Shandong Other Electrical Components: Schneider |
| Control System | Control Method: Fully Automatic |
Workflow of a Plywood Cold Press Machine:
Glue Application: Veneer sheets are coated with adhesive using a glue spreader to ensure even glue distribution on the surface.
Veneer Assembly: The glued veneers are manually or automatically stacked layer by layer into a plywood panel of the desired thickness.
Panel Loading: The assembled panel is placed onto the cold press platform, often using a hydraulic or mechanical lifting system.
Pressing Operation: The hydraulic system lowers the upper platen to apply uniform pressure to the panel. Pressing pressure ranges from 1 to 5 MPa depending on the product type.
Holding Time: The panel is pressed for 3 to 10 minutes. This allows the glue to partially set and the layers to stabilize before hot pressing.
Platen Release: After pressing, the upper platen rises automatically, and the pre-pressed plywood is ready for removal.
Panel Unloading: The compressed panel is taken out and sent to the hot press machine for final curing.
Cycle Repeats: The next set of glued veneers is loaded, and the cycle continues.
This process improves panel flatness, bonding strength, and overall product quality.